1. Current welding difficulties and common process measures
Sheet metal frames are generally welded from sheet metal parts, but for the frame to be mounted with movable shaft parts, the coaxiality after welding is difficult to achieve the desired requirements due to the deformation of the welding.
In particular, in the gas and electric industry, various types of circuit breaker frames are welded by plates, and in addition to having multiple rotating shafts, the coaxiality is high, and the geometric tolerance of the coaxial is 0.1 mm. In order to achieve the coaxial precision after frame welding, the following two common process measures can only be used.
First, improve the matching accuracy of the positioning shaft and the hole, and make the positioning without gaps as much as possible. To achieve the positioning without gaps, it is inevitable that the positioning of the positioning shaft and the hole on the plate is difficult, and the welding is performed due to welding of other parts after welding. Stress influence and deformation, it is very difficult to release the positioning shaft, and the production efficiency is extremely low.
Secondly, the use of gap positioning welding is convenient for assembly and demoulding, but the coaxiality between the welded plates requires secondary processing to meet the accuracy requirements, complicated processing, slow speed and high cost.
2. New technology for positioning and welding of expansion shaft
In view of the above production status, the invention adopts a new process method of expansion shaft positioning welding to effectively solve the problem of the accuracy of the coaxiality of the sheet metal frame after welding. The core technology of the new process is to use the expansion shaft without gap positioning welding technology, which not only solves the problem of post-weld coaxiality, but also has the characteristics of easy disassembly and assembly. This process has been verified in actual production.
(1) The welding process adopts semi-automatic solid wire welding protection; C O2/MAG semi-automatic welding machine; E R50-6, f 1m m welding wire; welding parameters are shown in the attached table.

(2) For example, taking a certain circuit breaker frame welding as an example to illustrate the structure and technical features of the process assembly.
Specific implementation process:
First, the process equipment of the process is shown in FIG.
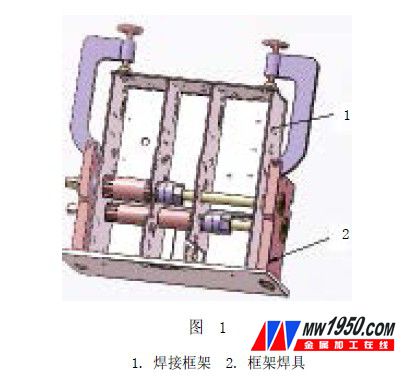
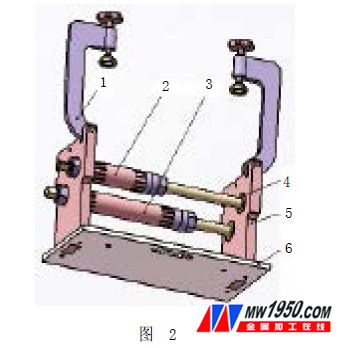
Second, the final assembly of the frame welding tool is shown in Figure 2.
The structure of the welded frame is shown in Figure 3. The frame is welded by a sheet metal frame such as a frame panel, a mounting plate 1, a mounting plate 2, a mounting plate 3, a frame bottom plate and a mounting plate 4 to form an integral circuit breaker frame. After welding, the hole coaxiality of the four mounting plates is required to be 0.1. Mm.

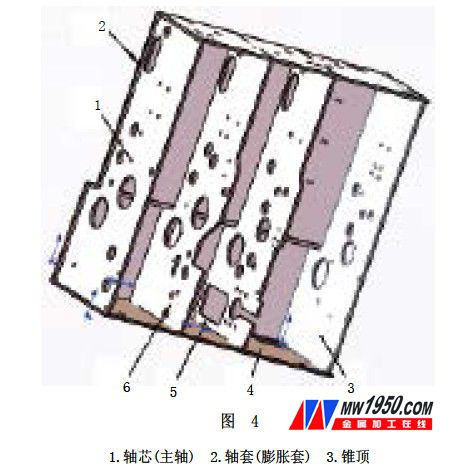
The assembly of the expansion shaft is shown in Figure 4. The expansion shaft consists of a shaft core (spindle), a bushing (expansion sleeve), and a cone top part. The expansion sleeve is milled with an elongated slot for expansion at both ends, and the inner hole has a taper. When the cone top is pressed, the head of the expansion sleeve can expand and the hole on the plate forms a gap-free fit.
3. Welding loading and unloading steps
In combination with the above characteristics, when the frame is welded, the frame bottom plate is first fixed on the bottom plate of the welding tool, and each mounting plate is respectively sleeved on the expansion shaft. At this time, the cone top is not locked, and the expansion shaft has a certain gap with each hole. It is conducive to smooth installation. After adjusting the spacing between the plates, the panel to which the frame is attached is pressed by the C-clamps at both ends of the clamp, and the top of the cone is pressed into the tapered hole of the expansion sleeve, so that the head of the expansion sleeve expands and the holes on the plate are formed. The positioning of the gap allows welding of each part at this time. After welding, loosen the C-clamp, the top of the cone, and the expansion sleeve shrinks. At this time, the expansion shaft and the hole on the plate are in a gap state, and the positioning shaft can be easily extracted.
4. Comprehensive evaluation
Since the expansion sleeve and the hole are positioned without gaps, the coaxiality accuracy of the frame is completely ensured after welding. Through actual production and application, the process of positioning the welding sheet metal by the expansion shaft can achieve the ideal coaxiality, and the sheet metal parts can be conveniently loaded into the welding tool, and the mold can be conveniently demolded after welding. Therefore, this process is an innovative invention of the welded sheet metal frame type.
LED Garden Lawn Lamp
LED Garden Lawn Light with Modern Design, High quality LED chips ,Die-Casting Aluminum housing ,standard IP65 protection , provide Multi color solution. Project quality,Acceptable price.Longer life span in 2 years Warranty.
Classify:Construcion light/Commercial light/City lighting project/Industrial lighting/Urban light.
Install in Outdoor.Courtyard,Patio.Garden and city landscape etc.
Light Feature:
1.OEM&ODM service available .
Our other products range:LED Underground Light, LED Underwater Light, LED Wall Washer Light, LED Linear Light , LED Outdoor Flood Light, LED Garden Light , LED landscape light , LED Strip Light , LED Step Light etc.
For any inquiry, please feel free to contact us. We will follow up and come back to you ASAP.
2.CE &RoHS certificate approve.
3. More LED avaliable.
4. Waterproof IP65.
5. Pure Aluminum Housing, efficient heat dissipation
6.Lens or reflector are available for perfect light effect
7. Power range: 3W-12W
Garden Lawn lamp.Outdoor lawn lamp.
SHENGYA LIGHTING TECHNOLOGY CO., LTD. , https://www.syalighting.com