1 Overview
In the casting production, due to the complicated process, the variety of materials required, and the frequent cross-over and repeated use of materials in production, it brings considerable difficulties to the management of material consumption quota. At the same time, we also found that if the material quota is poorly managed, it will not only guide production, but also waste materials and increase production costs.
UFIDA ERP-U8 software is used in many industries, and the BOM module of ERP system can be used to conveniently maintain the quota of casting materials. As early as 2004, our company introduced the system. However, due to the particularity of the foundry industry, the production management module in ERP has not been effectively applied. The quota of raw materials has not been issued, and the by-products such as recycled materials have not been put into storage. That is to say, the logistics management is open; at the same time, the material quota of the ERP is only the material quota of the final casting, and the formula and the loss rate of the process product cannot be adjusted separately, which leads to a large increase in the maintenance workload of the material quota, and is not conducive to the process product. Management. Therefore, it is of great significance for our company to reduce costs and increase efficiency by rationally formulating material consumption quota, improving ERP system, and realizing information management of material consumption in the foundry industry.
2. Formulation of material quota
Material quota refers to the standard of the amount of materials that must be consumed to manufacture a unit product under certain production technology and organizational conditions. Material quota is not a constant value, it is the amount that changes according to product design changes, new process development, equipment improvement, and management level improvement. According to the production plan of our factory, the type, type and quantity of materials used in each process of each casting are determined on site, and the weight of the casting blank, the weight of the riser and the weight of the sand core are weighed. The sand, paint and other inconvenient direct acquisition methods through the formula, statistical calculations, etc., to obtain a more reasonable and accurate consumption value. The casting materials according to the production process are divided into melting materials, modeling materials, and core materials.
(1) Smelting material The fixed smelting material mainly refers to the metal charging material, and its quota is divided into two parts: the blank and the pouring riser. The amount of metal charge consumed by a single piece of casting:
m iron liquid = (m blank + m pouring riser ) / (1-e) / n
Where e is the charge loss rate of the charge during the smelting process; n is the number of castings in a flask.
According to the chemical composition requirements of different materials and different grades of castings and the alloy content of the materials, and considering the alloy composition brought into the furnace charge, refer to the technical conditions of the furnace materials formulated by our factory to determine the fixed value of various metal charge materials required for adding 1t charge. Under the premise, the consumption of single-piece castings is known, and the metal charge of one casting can be obtained.
(2) Modeling, core-making materials, fixed-core modeling, core-making materials are mainly used for molding sand, core sand materials and auxiliary materials.
Type sand quota: first calculate the weight of the sand in a sand box, then calculate the amount of sand used in the single piece of casting, and finally calculate the material quota of the new sand added in the 1t type sand according to the technical conditions of the sand in our factory. As above, the sand quota of a casting can be obtained.
The weight of a sand mold is:
m sand type = Ï type sand [ab(c1+c2)- m pouring system ] / Ï iron liquid - m sand core
The amount of sand used in a single product is: m-type sand = m-type sand / (1-f) / (1-g) / n, where a is the length of the flask; b is the width of the flask; c 1 and c 2 are the upper and lower sands respectively The height of the box; f is the waste type rate; g is the loss rate of the molding sand process.
Core sand quota: first calculate the amount of core sand consumed by a single core, then calculate the amount of various materials required for each type of core sand, and finally calculate the material quota of a sand core. The core sand quota of a casting is the sum of the quotas of all the sand cores used to produce the casting.
The amount of core sand consumed by a single core sand:
M core sand = m sand core / (1-p) / (1-q)
Among them, p is the waste core rate, and its value varies with the material and type of the sand core; q is the sand core process loss rate.
Auxiliary materials: There are more than a dozen auxiliary materials used in the modeling and core making process. We mainly carry out the process quotas for several materials that have a large difference between the consumption of paint, mold release agent and cleaning agent and the actual amount used on site. The statistical calculations are based on the consumption of previous years.
3. ERP system improvement and implementation of implementation materials
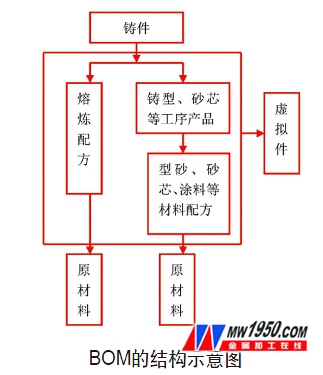
(1) Perfecting the ERP system The bill of materials (BOM) in the ERP system indicates the structural relationship between “product-parts-parts-raw materials†and the number of subordinate parts (or parts) contained in each assembly. A list of the quantities of each component and raw material required to make an assembly. The structure of the BOM of our casting products can be arranged as shown in the drawing.
According to the BOM structure, the ERP management system is gradually improved from the order of the components to the parent. The BOM (bill of materials) itself has a calculation function, and the values ​​in the material quota calculation formula are correctly input into the BOM table, and the link between the parent component and the component is completed, and the casting list and the sand core and the molding sand can be obtained through the bill of materials report function. The bill of materials of the sub-components is queried and verified. The process products are made of raw materials and do not need to appear in the limit picking list. Therefore, in order to ensure the normal operation of the limit material, in addition to castings and raw materials, the inventory file attributes of the other intermediate products are set to virtual. The material quota output according to the ERP system bill of materials is a fixed value, but in fact, the amount of some materials can fluctuate within a range, such as pig iron, scrap steel, and recycled materials can replace each other within a certain range, in order to The actual situation is the same, which requires adding a substitute material in the BOM. The alternative material can effectively solve the situation that the material quota set in the limit material picking is inconsistent with the on-site material demand.
Now, the sand core, sand type and other process products are added to the BOM table, so that the individual process products can be adjusted when adjusting the product quota, so that the material quota is more accurate, and it is also conducive to product refinement management.
(2) Implementation of the limit material picking The stock code in the inventory file is the unique mark of the casting in the ERP system. The production plan is ordered by the stock code, and the product BOM is introduced into the manufacturing module as the basis for the limit picking. Plan to pick. If the material is not enough for some reasons, the workshop needs to fill in the excess picking voucher and be verified by the relevant department.
4. Production verification
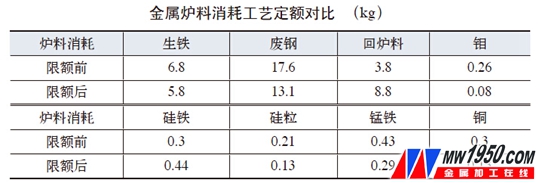
After the limit material picking work of our factory is carried out, take the cylinder head of the gray cast iron product of our factory as an example. See the attached table for the comparison of the process quotas of each main metal charge before and after the revised quota.
It can be seen from the table that the three main materials of the charge are not much different, mainly the difference of precious metals. After actual investigation at the site, the fixed material quota is sufficient to ensure the normal production of the product.
Before the limit, the cost of producing the cylinder head for each piece of material is about 140 yuan, and the material cost after the limit is 121 yuan, which is reduced by 19 yuan per piece, which saves about 13% of the cost. It has been verified that the production costs of other products have also decreased in different degrees, thus proving the accuracy and rationality of the formulation of this material.
5 Conclusion
Through the application, improvement and improvement of ERP software, our company is suitable for practical needs. It not only realizes the accurate management of casting product quota, enhances the production control effect, but also improves the product information management level and enhances the competitiveness of enterprises.
About the author: Sun Yonggong, Guo Wenshen, Ma Hankun, Qi Baocheng, China National Heavy Duty Truck Jinan Casting and Forging Center Technology Department.
Miniature Load Cells
Within our product family are numerous types of micro load cells that are ideally suited to applications where space is a limiting factor. Micro load cells are available in many different types and are suitable for multiple applications. Variations include a type of miniature tension and miniature compression load cell. Miniature thru-hole and donut variations are also available.
Miniature Load Cells are designed for applications with minimum space and high capacity loads. The high-performance Strain Gauges assure superior linearity and stability. They measure both tension and compression.
Miniature Load Cells,Small Load Cells,Mini Load Cells,Load Cell Tension Compression
Zhejiang Nanhua Electronic Technology Co., Ltd , https://www.nhloadcell.com