At present, cutting tools are being used as "rationalization tools" in addition to their own functions, which are constantly improving their economy. This is due to the ongoing multi-faceted tool development, not just through isolated performance optimization. For example, the effect of reducing processing costs is only limited by extending tool life, often using the superficial evaluation criteria that are widely used today.
The overall balance in production engineering can not only be attributed to the sharp rise in cutting time for cutting tools, especially those that match HPC (High Performance Cutting). In fact, HPC is more of a revenue as a single measure. The true performance parameters of the tool can only be derived after a comprehensive examination of all individual measures, and each of the following measures can continuously optimize its performance:
Increase the service life by 1500%;
Get rid of the influence of the unstable proportional relationship and reduce the vibration during the cutting process;
Increase the feed per tooth by 500%;
Increase cutting time by more than 200%;
The precision of finishing is obtained in roughing and the versatility of the tool is improved.
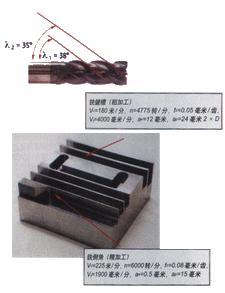
Fig.1 Low-vibration milling with large axial feeds for milling cutters with different helix angles: Multi-function shank milling cutter "DHC" for roughing and finishing
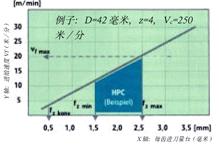
Figure 2 HPC application range In many instances, the actual power of HPC tools is underutilized, which is also a potential improvement direction worthy of attention.
How to take advantage of the free growth energy in high power cutting?
The overall balance of these five performance optimization measures can significantly increase the economics of each technology advantage. Users can clearly feel the benefits of shortened delivery time and improved tool quality.
The premise of a technological leap is the need to address all of the following issues, which were proposed by LIT (Leitz Metalworking Technology) at the beginning of its comprehensive technological innovation project:
How do you reduce the static and dynamic mechanical effects of the tool on other parts of the machine (machine tools, workpieces and fixtures), thereby reducing these forces while taking advantage of the potential energy in high-power cutting?
The starting point for a convincing solution to these problems is the cutting angle "adjustment bolt", cutting force distribution and cutting strategy. LMT Group's latest hard metal substrates and coatings, as well as modern clamping technology, provide the necessary framework concepts for the highest level of technology for processing purposes.
Tool geometry with as large a cutting rake angle and cutting helix angle possible
The first of the five significantly improved HPC performance solutions described below is based on new tool geometries with the largest possible cutting angle and cutting helix angle (without prejudice to cutting stability).
LMT Group Kiinger has pioneered a new approach called Lahr, which uses a hard metal blade WPR-AR (AP Application Roughing) consisting of a spherical and spiral cutting structure. This new type of insert offers a performance leap compared to the turntable insert WPR-16-CF without a helical cutting structure: tool life is increased by 1680%. This value is obtained by milling a material 1.2344 using a shank cutter with a diameter of 16 mm according to the following conditions:
The cutting speed Vc=326 m/min, the rotation speed n=6500 rpm, the feed amount per tooth fz=0.2 mm, the feed speed Vf=2500 mm/min, ap=3 mm, ae=4 mm.
The tool life has therefore increased from 20 meters to 337 meters.
Equipped with two indexable inserts for cutting
The second HPC solution relies on the introduction of low vibration cutting (LVC, low Vibration Cutting). The principle of this innovative cutting strategy is to complete the end face cutting in sections and use two indexable inserts on the tool to complete the circumferential cutting. Such a "segmented cutting method" can produce relatively large chips over a relatively short cutting length, thereby reducing vibration and cutting forces, and can achieve unstable conditions to achieve a relatively stable cutting process.
The following is an example of low vibration of a cutting tool: a 52 mm steel workpiece is machined with a 63 mm diameter milling cutter and six indexable inserts. The total cantilever length is 280 mm and the cutting conditions are as follows: Vc = 160 m/min, n = 1000 rpm, fz = 0.4 mm, Vf = 1900 mm/min, ae = 20 mm, ap = 3 mm. This segmented cutting method, which saves cutting forces and improves the quality of the cutting, is just like the indexable insert milling cutter used by LMT – the “TwinCut Vario†tool with a lubricated black surface – replaces the one-piece tool with a handle . In the example of a lubricated full hard metal shank milling cutter "DHC" (variable helical milling cutter, Figure 1), selecting different helical pitches for milling produces chips with different cross-sectional areas. In this way, the simple harmonic vibration (synchronous resonance) can be effectively suppressed, thereby improving the stability of the tool and the entire machining process, and finally obtaining the section of the minimum roughness. In addition, the use of high-performance tools can also result in thinner wall thicknesses in the manufacturing process, as required for integral structural parts in aircraft manufacturing. This method is important for obtaining good surface quality, large measurement and economical molding accuracy.
The “extended†approach also allows the tool to be versatile, both for roughing and finishing, reducing tooling costs and shortening production cycles.
The following are examples of roughing and finishing using the tool shown in Figure 1:
Milling material 1.2312:
Roughing: milling keyway, ae = 12 mm,
Ap = 24 mm (2 × D);
Finishing: milling chamfer, ae = 0.5 mm,
Ap = 15 mm;
Larger cutting radius reduces radial cutting force
The third HPC solution is the large feed milling cutter in the "MultiEdge Feed" series. This tool works according to the principle of HFC (large feed cutting); compared to rotary tools, this tool is known for its higher feed rate and smaller axial feed. This method significantly reduces the cutting angle of attack and the radial cutting component by using a relatively large cutting radius.
In the case of tool steels, the per-tooth feed of the all-hard metal milling cutter "MultiEdge Feed" can be set to 1 mm (tool diameter 12 mm). The same series of indexable insert milling cutters "MultiEdge Feed" can even make the tool feed per tooth up to 5 mm. This is a 500% increase in the amount of feed per tooth with the rotary cutter "RCKX".
Although this method can only increase axial feed by 30% to 50% compared to the use of turntable tools, it can increase the working time by about 200%. The practical application of all large feeds is related to the machine and its maximum feed rate.

Figure 3 The twelve-step stepped blade provides a clear indication of the geometry of the “MultiEdge 4X†indexable insert.
Figure 4 An indexable insert with a chip breaker that uses a chip breaker to obtain small chips with different cross-sectional areas. The self-excited harmonic vibration can be attenuated and the cutting force is reduced.
Figure 5 The MultiEdge 4X indexable insert "XOKX" extends tool life by 30% and workpiece surface quality by 50%.
Figure 2 shows an improved version of this HPC solution: a cutter with a diameter of 42 mm, a number of teeth of 4, and a cutting speed of 250 m/min. If a feed rate of 20 m/min is used, a feed per tooth of up to 2.5 mm can be obtained. Although the feed per tooth over 3.5 mm or even 5 mm is not a problem for the tool, it is unlikely that the machine will meet this requirement.
The actual situation shows that in many HPC tool applications, the performance of the tool is not fully utilized. With the power of a larger power machine, the potential of the tool can be fully utilized.
All successful examples with a new generation of milling cutters prove that high feed technology creates great value in production operations: double the increase in working time can reduce machine costs by more than 40% (MultiEdge Feed example). In addition, due to the shortened tool life, tool material costs and tool change costs are slightly increased. However, these consequences are not worth mentioning relative to the overall balance, and machine life and machine tool costs are more decisive.
Twelve stepped segmented blade
The fourth HPC solution is based on the principle of “large feed cuttingâ€, “low vibration cutting†and “sorting chips†mentioned above. This resulted in an HPC tool called "MultiEdge 4X", which has an extremely identifiable blade form: a distinct indexable insert that is divided into twelve stepped segments (Fig. 3).
This type of blade reduces the power absorbed by the tool, facilitates axial feed (Figure 4), and extends tool life and chip removal. In addition, the new milling cutter is designed to reduce vibration. If it is used with a chip breaker with a wide groove cutting edge, it can achieve excellent surface quality and expand the function of the tool: the quality of finishing can be obtained in the roughing stage. .
Compared to the commonly used turntable tools, the MultiEdge 4X series of indexable inserts "XOKX" can reduce power requirements by 10%, increase axial feed by 20%, and extend tool life by 30% compared to conventional turntable tools. And increase the surface quality by 50%. In addition, the insert form of this indexable insert has a wide range of applications and continues to optimize the cutting process.
“Multiple configurations†for a quiet, low-vibration cutting process
The fifth HPC solution must meet the following preconditions. This unique and innovative technology can be summarized as the “multiple configuration†of milling cutters. The tool holder (which should have the correct number of teeth first) can accommodate the alternate use of the MultiEdge 4X indexable insert and turntable tool. Compared to conventional turntable tools, this method can double the axial feed, making the cutting process quieter and less vibrational. This method is also suitable for unstable proportional relationships with larger cantilever lengths.
To sum up, we can find that the cutting power in the above five methods can achieve a leap. In addition, balancing the role of the tool in terms of technology and production operations is not only a matter of increasing tool life but also reducing tool costs. Since tool costs account for only 4% of the total processing cost, the reduction in machine tool costs (approximately 45% of the larger share) is more effective.
Three Way Valve Balls,Stainless Steel Three Way Valve Spheres,Steel Three Way Valve Spheres,Stainless Three Way Valve Spheres
WENZHOU ZHENHONG VALVE BALL CO., LTD , https://www.zhvalveball.com