This paper summarizes the experience of heat treatment of 35CrMo for many years. It is believed that the mechanical properties such as impact toughness of 35CrMo steel after large-scale quenching and tempering treatment are not up to the requirements, mainly because of the large amount of upper bainite in the structure and the large-scale adjustment of this steel. Whether or not the upper bainite and its amount appear in the mass structure are mainly related to the metallurgical quality of the raw material, that is, the presence of a certain trace element in the steel. The heat treatment process to avoid the formation of more upper bainite is to accelerate the quenching cooling rate.
35CrMo is a medium-carbon alloy structural steel with good toughness, and its price is lower than that of a Cr-Ni steel. Therefore, it is widely used in the machinery manufacturing industry. The gears, rods, bearing caps and various bolts and nuts of marine high-power diesel engines are made of this steel. In recent years, we have found that the heat treatment process of this steel is unstable. The same kind of workpieces made with different batches of raw materials are mainly processed by large parts after the same process, and the mechanical properties are not up to standard. Metallographic analysis found that Abnormal organization This paper discusses the quenching and tempering process of 35CrMo steel and its results, and analyzes the causes of abnormal microstructure and the artistic measures to improve the heat treatment quality of 35CrMo steel.
35CrMo steel is a medium-alloyed quenched and tempered structural steel. It is considered to be a steel with high hardenability and good toughness due to the inclusion of 0.8-1.1% Cr and 0.15-0.25 Mo. The data indicates the ideal critical diameter of this steel. Up to 4 inches (106mm), it is often used to make parts with thicker sections. As far as the actual situation is concerned,
The main connecting rod and the paying link of a certain type of medium speed diesel engine are the larger pieces of 35CrMo steel, and the test pieces with the same effective thickness are 100*120*180mm and 80*120*180mm respectively, which require quenching and tempering treatment. . The mechanical properties of these two parts, the specifications of our quenching and tempering process and the performance indicators achieved in the 1970s are listed in the table. According to the data in the table, after the oil quenching and high temperature tempering according to the conventional process, the mechanical properties of the main and the connecting rods can not only meet the requirements, but also greatly exceed the required values. At that time, not only the main and the connecting rods, but also other thicker ones. Steel parts have stable performance after heat treatment, and there are few rework problems due to unqualified performance.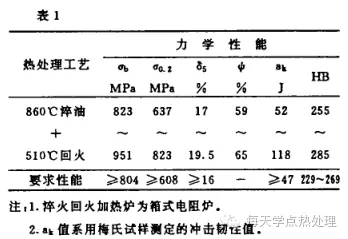
Beginning in the mid-1980s, 35CrMo steel main and auxiliary connecting rods, which were processed according to the table process, were reworked due to unqualified impact values, and became increasingly serious.
The impact value is only 28J at the lowest, and sometimes even several adjustments to the process rework can not meet the requirements. Several groups of low plastic toughness data are listed in Table 2.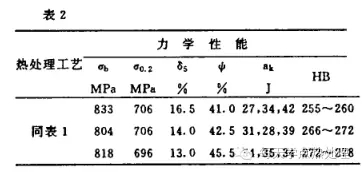
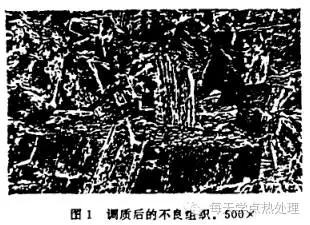
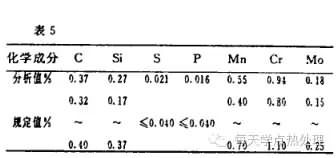
We used metallographic analysis of unqualified impact specimens and found that the microstructure is abnormal, not uniform tempered sorbite, but more upper bainite and acicular ferrite are shown in Figure 1. The chemical composition analysis of the residual materials of the samples showed that the chemical composition of the qualified and unqualified samples met the requirements.
About the effect of upper bainite on impact toughness:
Since the ferrite and carbide distribution in the upper bainite lath bundle has obvious directionality, and the ferrite and carbide are also relatively large in size, the resistance to crack propagation is remarkably lowered, and the ferrite lath is reduced. It is a weak link and may become a channel for crack propagation, which greatly reduces the toughness of the material.From the above, it can be seen that the main link and the pay-over link are used. The large plasticity of 35CrMo steel, especially the unsatisfactory toughness, is due to the occurrence of a large number of abnormal structures such as upper bainite in oil quenching and quenching. According to the principle of heat treatment, in order to avoid the generation of the upperite, the quenching cooling rate must be increased, and the most convenient is to replace the oil quenching with water quenching or water quenching oil cooling. Since the early 1990s, we have been on a larger size. The steel parts are quenched and quenched by water quenching, and the mechanical properties are greatly improved, and the impact toughness is multiplied. Several sets of measured data are listed in Table 3.
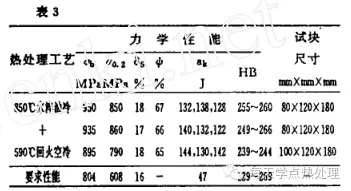
Metallographic analysis showed that the water quenching and tempering were all tempered sorbite and no upper bainite. In the future, we have been using water quenching or water quenching oil quenching and tempering treatment for large parts of 35CrMo steel. There has been no rework due to unsatisfactory mechanical properties and impact toughness, and there has been no quenching and cracking. According to our experience, For the absence of deep trenches, the shape is relatively simple. Steel parts, such as shafts, rods, discs, etc., are not cracked by water quenching. Of course, for large parts weighing several tons, considering the metallurgical quality, it is not suitable to use water quenching or water quenching oil cooling process. For large pieces with complex shapes, it is best to use a fast simmering oil or a water-soluble polymer quenching agent with a cooling strength between water and oil.
As mentioned above, in the 1970s and early 1980s, we tempered the large parts of 35CrMo steel according to the oil quenching process. Why have oil quenched and tempered under the same equipment, process and operating conditions in recent years, but often More upper bainite. As a result of the plastic toughness not meeting the requirements, we believe that this can only be attributed to the metallurgical factors of raw materials. The following example also fully demonstrates that raw material factors do affect the quality of 35CrMo quenched and tempered steel.
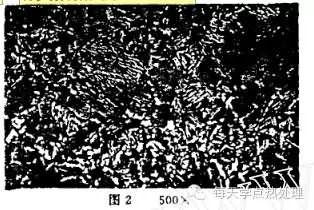
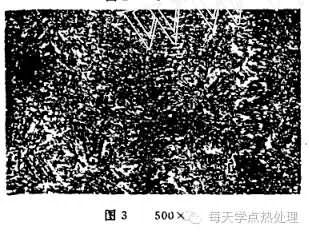
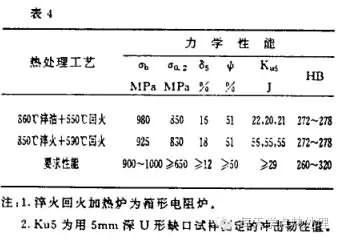
Recently, we have handled a batch of steel bolts, which are small parts and can meet the performance requirements according to conventional oil quenching and quenching. However, the bolts were unexpected. The impact toughness after oil quenching and tempering failed to meet the requirements. There were more upper bainite and acicular ferrite in the microstructure, as shown in Figure 2. After reworking and quenching, the performance meets the requirements. The metallurgical structure after water quenching and tempering is ten kinds of fine ferrite of tempered sorbite, as shown in Fig. 3. Analytical chemical composition is all within the required range. The relevant data is listed in Tables 4 and 5.
The so-called metallurgical factors of raw materials refer to certain factors that cause the steel workpiece to undergo upper bainite transformation according to conventional oil quenching. Specifically, we believe that there are some trace elements in steel that cannot be quantitatively analyzed by conventional means. The one or more trace elements have a strong inhibitory effect on the decomposition of austenite into pearlite and even if the pearlite transformation part of the supercooled austenite continuous cooling transition diagram shifts significantly to the right, the austenite is decomposed into the upper shell. The influence of the body is small,
Even the transition portion of the bainite of the supercooled austenite continuous cooling transition diagram is shifted to the left, that is, the formation of the upper bainite is promoted. Another possibility is that since bainite, especially the upper bainite transformation, preferentially nucleates at the austenite grain boundary, the presence of trace elements may change the energy of the austenite boundary and promote the upper Bayesian The nucleation of the body accelerates the formation rate of the upper bainite, resulting in the formation of a larger amount of upper bainite during oil quenching, which deteriorates the performance mainly by impact toughness. For this kind of raw material, only the quenching cooling rate is increased, that is, water quenching, water quenching oil cooling or quenching in a certain aqueous polymer solution can suppress the formation of upper bainite, and ensure the quality of the workpiece, especially the large part.
In addition, 35CrMo steel contains alloying elements, Mo, so the second type of temper brittleness is not obvious, so the impact toughness after the above oil quenching and tempering is not caused by air cooling after tempering. When the same batch of raw materials is quenched and tempered, the tempering is also air-cooled. It can be proved that it is pointed out that in Table 4, appropriately improving the tempering temperature of oil quenching will improve the toughness, but the increase will not be large, which is The state of the organization is determined.
in conclusionThe metallurgical factors of raw materials have a great influence on the quality of 35CrMo steel workpieces, especially thick workpieces. The influence mechanism and specific performance are that some trace elements may exist in the steel, which leads to the formation of more on the conventional oil quenching. Bainite and acicular ferrite greatly reduce impact toughness without significant difference in strength and hardness.
In order to suppress the formation of upper bainite during the quenching of 35CrMo steel thick workpiece, it is necessary to increase the quenching cooling speed, that is, using water quenching or water quenching oil cooling to ensure the quenching quality of the workpiece. Shaft and rod steel workpieces do not quench cracking even after water quenching. However, for the shape of the workpiece, for the convenience of operation, it is best to use quenching oil or quenching with a polymer quenching agent with a cooling strength between water and oil.
relevant information:
Selection of the best heat treatment system for high strength bolt steel ML35CrMoV
Analysis of Causes of Fracture of Upper Arm Bolts in 35CrMo Automobiles
Ultraviolet Bulb,T5 4 Pin Uvc Tube,T5 4 Pin Uvc Light,T5 4 Pin Uvc Bulb
Changxing leboom lighting product CO.Ltd. , https://www.leboomuvd.com