In today's world, all walks of life are developing rapidly. Among them, the development of materials science and the development of the machinery industry are particularly rapid, and the links between the two industries are getting closer. Among them, a very specific performance is that with the development and progress of materials science, in order to meet the needs of some special circumstances, a large number of mold materials with high strength, high hardness, high toughness, high brittleness, high temperature resistance and other special properties have been produced. Therefore, it brings many new difficulties and problems to the traditional metal cutting process, and it is difficult to meet the requirements with the traditional processing method. For workpieces with complex structures, such as complex cavities, molds with concave model holes are often difficult to implement using traditional cutting methods. Therefore, some new methods have been developed in production, and some have been widely used. . Among them, EDM processing method is one of them, which is widely used in the mold manufacturing industry for the processing of the hole and the cavity.
First, the mechanism and characteristics of EDM
Electric discharge machining is a method of machining a workpiece by electrolytic erosion of a pulse discharge between a tool electrode and a workpiece electrode in a certain medium. The principle of EDM is shown in the figure below.
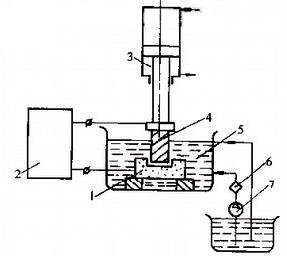
1. workpiece 2. pulse power supply 3. automatic feed adjustment device 4. tool 5. working fluid 6. filter 7. working fluid pump electric spark machining principle schematic workpiece l and tool 4 and pulse power supply 2 respectively connection. The automatic feed adjustment device 3 (here hydraulic cylinder and piston) keeps a small discharge gap between the tool and the workpiece. When the pulse voltage is applied between the two poles, it is at a minimum relative to a certain gap or The weakest part of the dielectric strength breaks down the medium, and a spark discharge is generated in the part. The instantaneous high temperature causes the surface of the tool and the workpiece to be partially melted, and even vaporized and evaporated to electrically erode a small portion of the metal, forming a small pit. After the end of the pulse discharge, after the pulse interval time is passed, the working fluid is restored to the insulation, and the second pulse voltage is applied to the two poles again, and the discharge is discharged at the time when the distance between the poles is relatively closest or the insulation strength is the weakest, and the electrical erosion is performed. Make a small pit. The entire machined surface will consist of numerous small pits. This discharge cycle is repeated thousands of times to tens of thousands of times per second, forming many very small pits on the surface of the workpiece, called electro-erosion. As the tool electrode is continuously fed, the contour size of the tool electrode is accurately "copied" on the workpiece for the purpose of forming.
EDM can process a variety of materials with high melting point, high hardness, high strength, high purity and high toughness. The processing mechanism is completely different from the cutting method, and has the following characteristics:
1. The energy density of pulse discharge is high, which is convenient for processing special materials and complex shapes of workpieces that are difficult to machine or cannot be processed by ordinary machining methods. Not affected by material hardness, not affected by heat treatment conditions.
2. The pulse discharge duration is extremely short, the heat conduction diffusion range generated during discharge is small, and the material is affected by heat.
3. When machining, the tool electrode is not in contact with the workpiece material, and the macro force between the two is extremely small. The tool electrode material does not need to be harder than the workpiece material, so the tool electrode is easy to manufacture.
4, can reform the structure of the workpiece, simplify the processing technology, improve the service life of the workpiece, reduce the labor intensity of workers.
Next page
Smart Lighting,Smart Led Lights,Colorful Smart Light,Led Piano Floor Tile Light
Shenzhen Huangtai Photoelectric Co.,Ltd. , https://www.huangtailightstrip.com